Бессвинцовая водоотмывная паяльная паста V349 3-4lff1-e

Бессвинцовая водоотмывная паяльная паста V349 3-4lff1-e
Описание:
Бессвинцовая водорастворимая паяльная паста V349 3-4LFF1-E с припоем Sn/Ag/Cu/In+X специально разработана, для легкого перехода со свинцовых паст на бессвинцовую технологию. Может использоваться даже в 4-зооных печах оплавления, без использования азота. Малое время оплавления позволяет избежать повреждения электронных компонентов от перегрева. Остатки легко удаляются водой (ультразвуковым или другим методом) обеспечивая высокую ионную чистоту поверхности.
Спецификация:
| Характеристика | Значение | Промышленный стандарт |
| Содержание флюса | 12 ± 0.5% | IPC TM-650 2.2.20 |
| Тип флюса | Водорастворимый | Singapore Asahi |
| Размер частиц | 25-45 мкм (Тип 3) | IPC TM-650 2.2.14 |
| Тест медного зеркала | Пройден, класс H | IPC-TM-650 2.3.32 / JIS Z 3197: 1999 8.4.2 |
| Содержание соединений галогенов | <0.05% массы | IPC-TM-650 2.3.35B / JIS Z 3197: 1999 8.1.4.2.2 |
| Поверхностное изоляционное сопротивление | > 1 × 10(8) (85 °С / 85% RH / 1000 ч) > 1 × 10(8) (85 °С / 85% RH / 1000 ч) | IPC-TM-650 2.6.3.3 JIS Z 3284: 1994 Annex 3 |
| Тест на растекание | Пройден | JIS Z 3284: 1994 Annex 7, Annex 8 |
| Тест образования шариков припоя | Пройден | IPC TM-650 2.4.43 / JIS Z 3284: 1994 Annex 11 |
| Тест на сухость шлака | Пройден | JIS Z 3197: 1999 8.5.1 |
| Вязкость пасты | 600 ± 15% kcPs / 180 ± 20 Pa.S | IPC-TM-650 2.4.34 / JIS Z 3284: 1994 Annex 6 |
| Тиксотропный индекс | 0.40 ± 0.05 | JIS Z 3284: 1994 Annex 6 |
| Состав сплава | Sn/Ag/Cu/In+X | - |
| Температура плавления | 205 - 210 °С | Дифференциальная сканирующая калориметрия (DSC) |
Рекомендуемый профиль пайки пастой SCS7 3-5LF143-E
| Мин. пиковая температура | 225 °С | 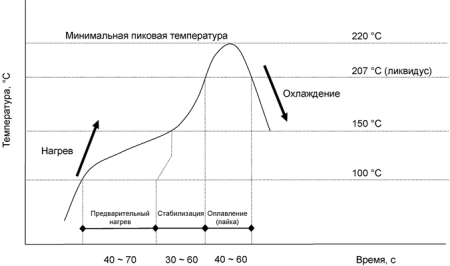 |
| Предварительный нагрев | 100 – 150 °С | |
| Стадия стабилизации | 150 – 207 °С 30-60с | |
| Оплавление (пайка) | > 210 °С 40-60с | |
| В процессе пайки необходимо достижение указанной минимальной пиковой температуры, однако, также необходимо учитывать свойства печатной платы, применяемого технологического процесса и точность контрольного оборудования. | ||